
Materials Library
Prepared 07 . 22 . 2019
Functional materials that look the part

Exceptional Print Quality
Formlabs 3D printers deliver professional-quality printed parts at a fraction of the price.
HOBBYIST FDM
1
Part Cost $0.41
Machine Cost $2,500
DESKTOP SLA (FORM 2)
1,2
Part Cost $1.67
Machine Cost $3,499
INDUSTRIAL SLA
1
Part Cost $6.00
Machine Cost $300,000
Everything You Need to Start Printing
FORM 3 BASIC PACKAGE
All of the essentials to set up a 3D
printing workflow with the Form 3.
FORM 3 COMPLETE PACKAGE
An end-to-end printing and post-
processing package with the support
you need to print successfully.
COMPANY SOLUTIONS
A team of Formlabs experts
will help you discover and
implement new ways to work
better with 3D printing.
The Formlabs consulting team
has unmatched expertise in
solving technical and business
challenges with stereolithography
(SLA) 3D printers.
Includes
1 Form 3 3D Printer 1 Resin Tank
1 Build Platform 1 Finish Kit
PreForm Software 1 Year Warranty
Includes
1 Form 3 3D Printer 1 Resin Tank
1 Build Platform 1 Finish Kit
PreForm Software 1 Year Warranty
1 Form Wash 1 Form Cure
1 L Standard Resin 1 Year Pro Service Plan
1
All parts printed at 100 micron layer height.
2
Printed in Formlabs Grey Resin – one of our Standard prototyping resins.

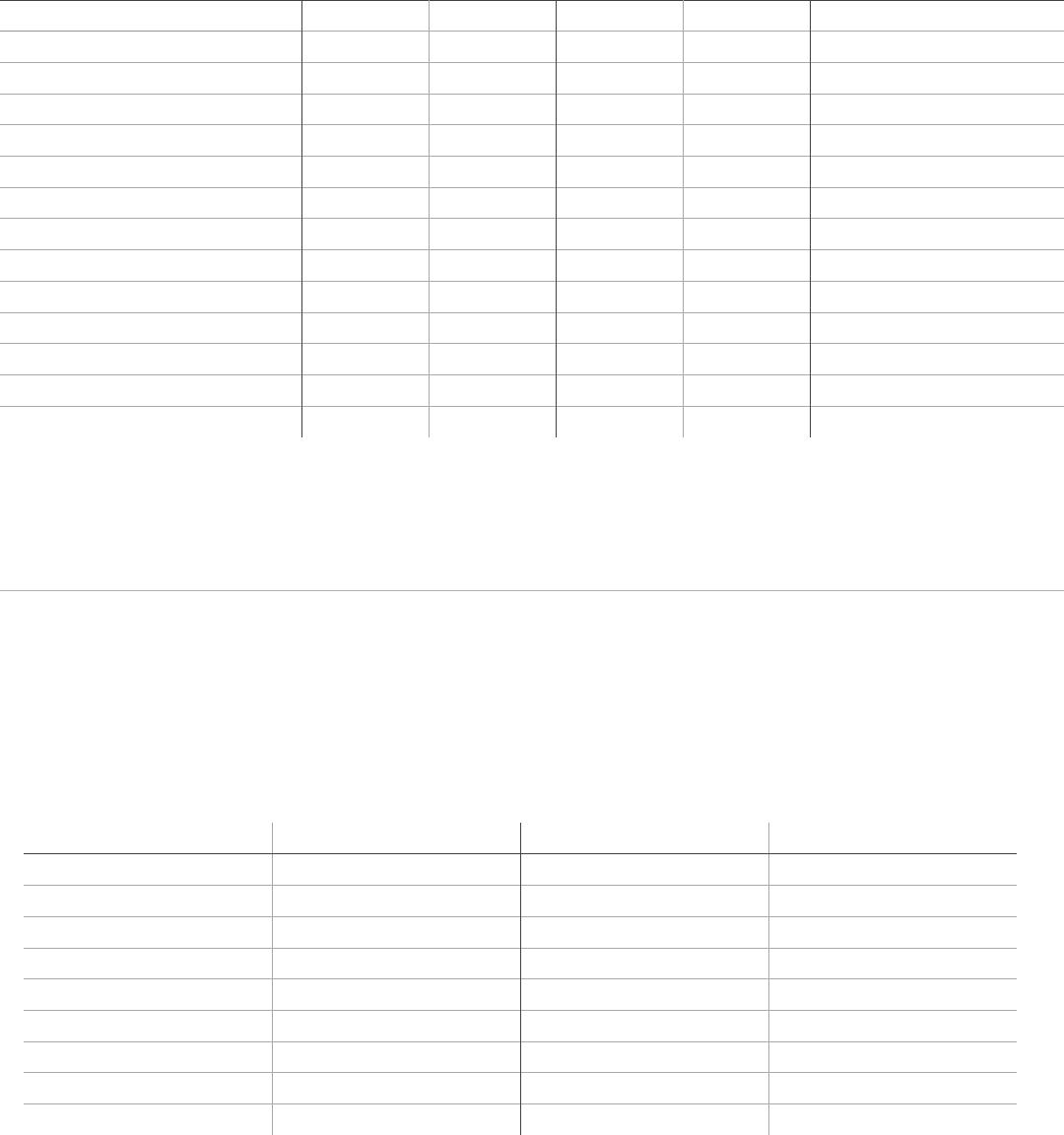
RESIN
MICRON LAYER HEIGHT FEATURES & APPLICATIONS
STANDARD
Clear 100 m, 50 m, 25 m
• Polishes to transparency
• Internal channels
• Working with light
• Semi-gloss surface
White 100 m, 50 m
• Opaque
• Matte surface
• Great for large, smooth surfaces
Grey 160 m, 100 m, 50 m, 25 m
• Opaque
• Matte surface
• Show details well without primer
Black 100 m, 50 m, 25 m
• Opaque
• Matte surface
• Show details well without primer
Color Kit 100 m, 50 m, 25 m
• Opaque
• Matte surface
• Colorful parts without
requiring painting
Draft Resin 300 m
• Rapid prototyping
• Speeds up design iterations
• Suitable for printing large parts quickly
ENGINEERING
Grey Pro 100 m, 50 m
• Form and fit testing
• Mold masters for plastics and silicones
• Snap fits
• Jigs and fixtures for manufacturing
Rigid 100 m, 50 m
• Thin wall parts
• Jigs, fixtures, and tooling
• Electrical casings and automotive hous-
ings
• Turbines and fan blades
Tough 2000 100 m, 50 m
• Strong and sti prototypes
• ABS-like strength and stiness
• Sturdy jigs and fixtures
Tough 1500 100 m, 50 m
• Springy prototypes and assemblies
• Snap fit and press fit connectors
• Polypropylene-like strength and stiness
Durable 100 m, 50 m
• Squeezable prototypes
• Impact resistant jigs
• Low friction and non-degrading surfaces
• Polyethylene-like strength and stiness
Elastic 100 m
• Compliant features for robotics
• Medical models and devices
• Wearables and consumer goods
prototyping
Flexible 100 m, 50 m
• Handles, grips and overmolds
• Cushioning and damping
• Wearables prototyping
High Temp 100 m, 50 m, 25 m
• Mold prototyping
• Heat-resistant fixtures
• Low pressure fluidics
• Environmental testing
DENTISTRY
Surgical Guide 50 m • Class I biocompatible material • Prints surgical and pilot drill guides
Model 140 m (Form 2), 100 m, 50 m, 25 m
• Matte surface
• Prints crown and bridge models with
removable dies
• Contacts within ± 35 m
• Crisp margins
Dental LT Clear 100 m • Class II biocompatible material
• Polishes to high optical transparency
• Prints splints, retainers, and other
orthodontic devices
Denture
Base + Teeth
50 m
• Class II long-term biocompatible material
• 3D print final dentures and try-ins
orthodontic devices
• The first truly accessible direct printed
dental prosthetic
JEWELRY
Castable Wax 50 m, 25 m
• Crisp settings, sharp prongs,
smooth shanks, fine surface detail
• 20% wax-filled photopolymer
• No post-curing required
Castable 100 m, 50 m, 25 m
• This pure polymer requires an alternate
burnout from a typical wax schedule.
• Designed for
investment casting
FORM X + PARTNERSHIP
Ceramic 50 m, 25 m
• Technical experimentation • Research and development
Rebound 200 m
• End-use production
• Gaskets, seals, and grommets
• Compliant robotics
• Custom cases
• Handles, grips, and overmolds
• Complex geometries

Standard
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 04 . 19 . 2016
Rev 01 04 . 18 . 2017
MATERIAL DATA SHEET
Materials for High-Resolution Rapid Prototyping
High Resolution. For demanding applications, our carefully-engineered resins
capture the finest features in your model.
Strength and Precision. Our resins create accurate and robust parts, ideal for
rapid prototyping and product development.
Surface Finish. Perfectly smooth right out of the printer, parts printed on the
Formlabs stereolithography printers have the polish and finish of a final product.
CLEAR
FLGPCL04
V4
WHITE
FLGPWH04
V4
GREY
FLGPGR04
V4
BLACK
FLGPBL04
V4
COLOR
FLGPCB01
V4
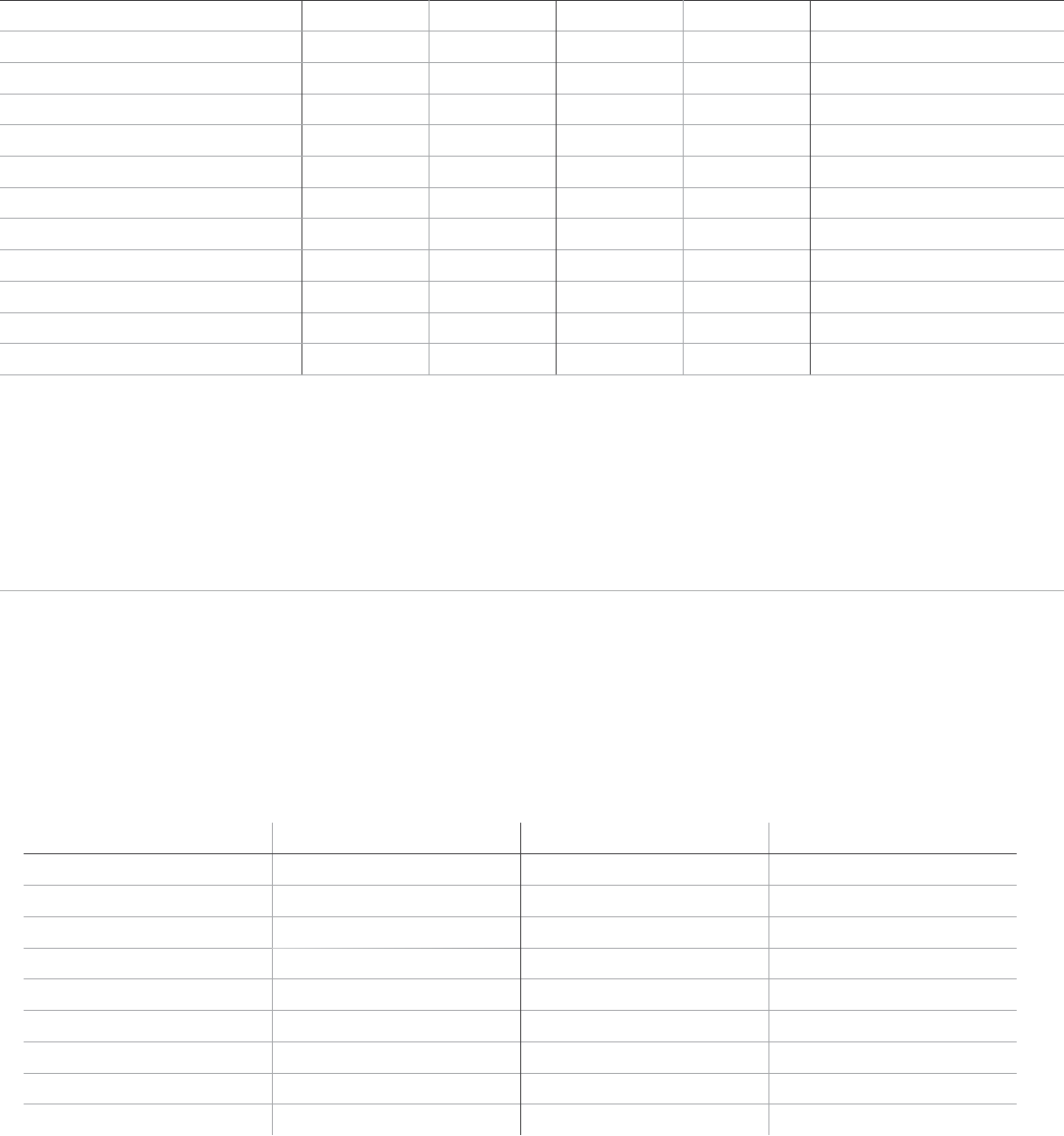
Solvent Compatibility
Percent weight gain over 24 hours for a printed and post-cured 1 x 1 x 1 cm cube immersed
in respective solvent:
Material Properties Data
The following material properties are comparable for all Formlabs Standard Resins.
METRIC
1
IMPERIAL
1
METHOD
Green Post-Cured
3
Green Post-Cured
3
Tensile Properties
Ultimate Tensile Strength
38 MPa 65 MPa 5510 psi 9380 psi ASTM D 638-10
Tensile Modulus
1.6 GPa 2.8 GPa 234 ksi 402 ksi ASTM D 638-10
Elongation at Failure
12 % 6 % 12 % 6 % ASTM D 638-10
Flexural Properties
Flexural Modulus
1.3 GPa 2.2 GPa 181 ksi 0.5 ksi ASTM D 790-10
Impact Properties
Notched IZOD
16 J/m 25 J/m 0.3 ft-lbf/in 0.46 ft-lbf/in ASTM D 256-10
Temperature Properties
Heat Deflection Temp. @ 264 psi
42.7 °C 58.4 °C 108.9 °F 137.1 °F ASTM D 648-07
Heat Deflection Temp. @ 66 psi
49.7 °C 73.1 °C 121.5 °F 163.6 °F ASTM D 648-07
1
Material properties can vary with part geometry,
print orientation, print settings, and temperature.
2
Data was obtained from green parts, printed
using Form 2, 100 m, Clear settings, washed
and air dried without post cure.
3
Data was obtained from parts printed using
Form 2, 100 m, Clear settings, and post-cured
with 1.25 mW/cm of 405 nm LED light for 60
minutes at 60 °C.
Solvent 24 Hour Weight Gain (%) Solvent 24 Hour Weight Gain (%)
Acetic Acid, 5 % < 1 Hydrogen Peroxide (3 %) < 1
Acetone sample cracked Isooctane < 1
Isopropyl Alcohol < 1 Mineral Oil, light < 1
Bleach, ~5 % NaOCl < 1 Mineral Oil, heavy < 1
Butyl Acetate < 1 Salt Water (3.5 % NaCl) < 1
Diesel < 1 Sodium hydroxide
(0.025 %, pH = 10) < 1
Diethyl glycol monomethyl ether 1.7 Water < 1
Hydrolic Oil < 1 Xylene < 1
Skydrol 5 1 Strong Acid (HCI Conc) distorted

COLOR KIT
Color Kit contains a Color Base cartridge and five Color Pigments.
Use Color Kit to mix and print matte, opaque parts in a range of colors
without the manual work of finishing and painting.
CLEAR
Our Clear Resin polishes
to near optical transparency,
making it ideal for showcasing
internal features.
WHITE
Our White Resin emphasizes
fine details and has a matte
finish with a warm, slightly
ivory color.
GREY
Our Grey Resin has a smooth,
matte finish and shows details
beautifully without primer.
BLACK
Our Black Resin’s opaque matte
finish rivals the look of
injection-molded plastics,
capable of producing incredible
looks-like prototypes.
HIGH RESOLUTION
For demanding applications, our
carefully-engineered resins capture
the finest features in your model.
STRENGTH AND PRECISION
Our resins create accurate and robust
parts, ideal for our rapid prototyping
and product development.
SURFACE FINISH
Perfectly smooth right out of the
printer, parts printed on Formlabs
printers have the polish and finish of
a final product.

Draft Resin
Prepared 01 . 03 . 2019
Rev 01 01 . 03 . 2019
STANDARD RESIN
FLDRBL01
Draft Resin for Truly Rapid Prototyping
Our fastest material, Draft Resin, prints 3-4 times faster than other Standard
Resins, making it suitable for printing large, bulky parts quickly. With a 300
micron layer height, it has acceptable accuracy for prototyping needs while
enabling faster design iterations.
Rapid prototyping Quickly print large parts or assemblies
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
V1

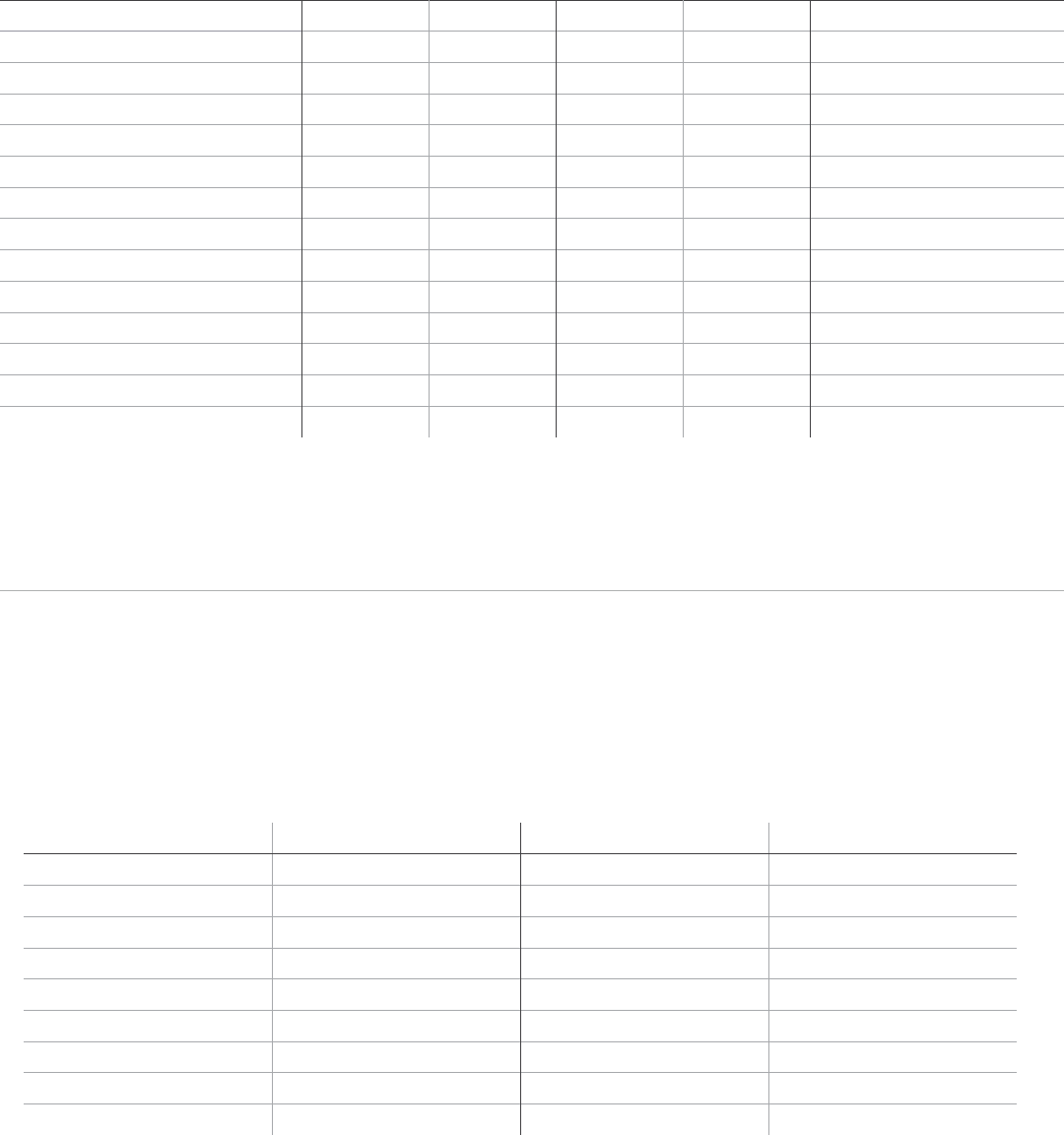
Solvent Compatibility
Percent weight gain over 24 hours for a printed and post-cured 1 x 1 x 1 cm cube immersed
in respective solvent:
Material Properties Data
METRIC
1
IMPERIAL
1
METHOD
Green Post-Cured
2
Post-Cured
3
Green Post-Cured
2
Post-Cured
3
room temp 60°C room temp 60°C
Tensile Properties
Ultimate Tensile Strength 23 MPa 28 MPa 36 MPa 3336 psi 4061 psi 5221 psi ASTM D 638-14
Elongation at Break 17 % 10 % 7 % 17 % 10 % 7 % ASTM D 638-14
Tensile Modulus 0.9 GPa 1.3 GPa 1.6 GPa 131 ksi 189 ksi 232 ksi ASTM D 638-14
Flexural Properties
Flexural Modulus 0.6 GPa 0.9 GPa 1.5 GPa 87 ksi 131 ksi 218 ksi ASTM D 790-15
Impact Properties
Notched IZOD 35 J/m 35 J/m 21 J/m 0.7 ft-lbf/in 0.7 ft-lbf/in 0.4 ft-lbf/in ASTM D256-10
Temperature Properties
Heat Deflection Temp. @ 1.8 MPa 43.3 °C 43.3 °C 50.1 °C 110.0 °F 111.7 °F 122.2 °F ASTM D 648-16
Heat Deflection Temp. @ 0.45 MPa 50.6 °C 50.7 °C 63.4 °C 123.1 °F 123.3 °F 146.1 °F ASTM D 648-16
Thermal Expansion - - 98.8 um/m/C - -
54.9 in/
in/°F
ASTM E 831-13
1
Material properties can vary with part geometry,
print orientation, print settings, and temperature.
2
Data was obtained from green parts, printed
using Form 2, 100 m, Grey Pro settings, washed
and air dried without post cure.
3
Data was obtained from parts printed using
Form 2, 100 m, Grey Pro settings, and post-
cured with a Form Cure for 120 minutes at 80 °C.
Solvent 24 Hour Weight Gain (%) Solvent 24 Hour Weight Gain (%)
Acetic Acid, 5 % <1 Hydrogen Peroxide (3 %) <1
Acetone 10.8 Isooctane <1
Isopropyl Alcohol 1.6 Mineral Oil, light <1
Bleach, ~5 % NaOCl <1 Mineral Oil, heavy <1
Butyl Acetate <1 Salt Water (3.5 % NaCl) <1
Diesel <1 Sodium hydroxide
(0.025 %, pH = 10) <1
Diethyl glycol monomethyl ether 2.4 Water <1
Hydrolic Oil <1 Xylene <1
Skydrol 5 <1 Strong Acid (HCI Conc) 8.2

Engineering
MATERIALS LIBRARY
Materials for Engineering, Manufacturing, and Product Design
Our library of versatile, reliable Engineering Resins is formulated to help
you reduce costs, iterate faster, and bring better experiences to market.

Grey Pro
Prepared 01 . 22 . 2018
Rev 01 01 . 22 . 2018
ENGINEERING RESIN
FLPRGR01
Grey Pro Resin for Versatile Prototyping
Grey Pro Resin oers high precision, moderate elongation, and low creep. This
material is great for concept modeling and functional prototyping, especially for
parts that will be handled repeatedly.
Form and fit testing Injection molded product prototypes
Mold masters for plastics, and silicones Jigs and fixtures for manufacturing
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
V1

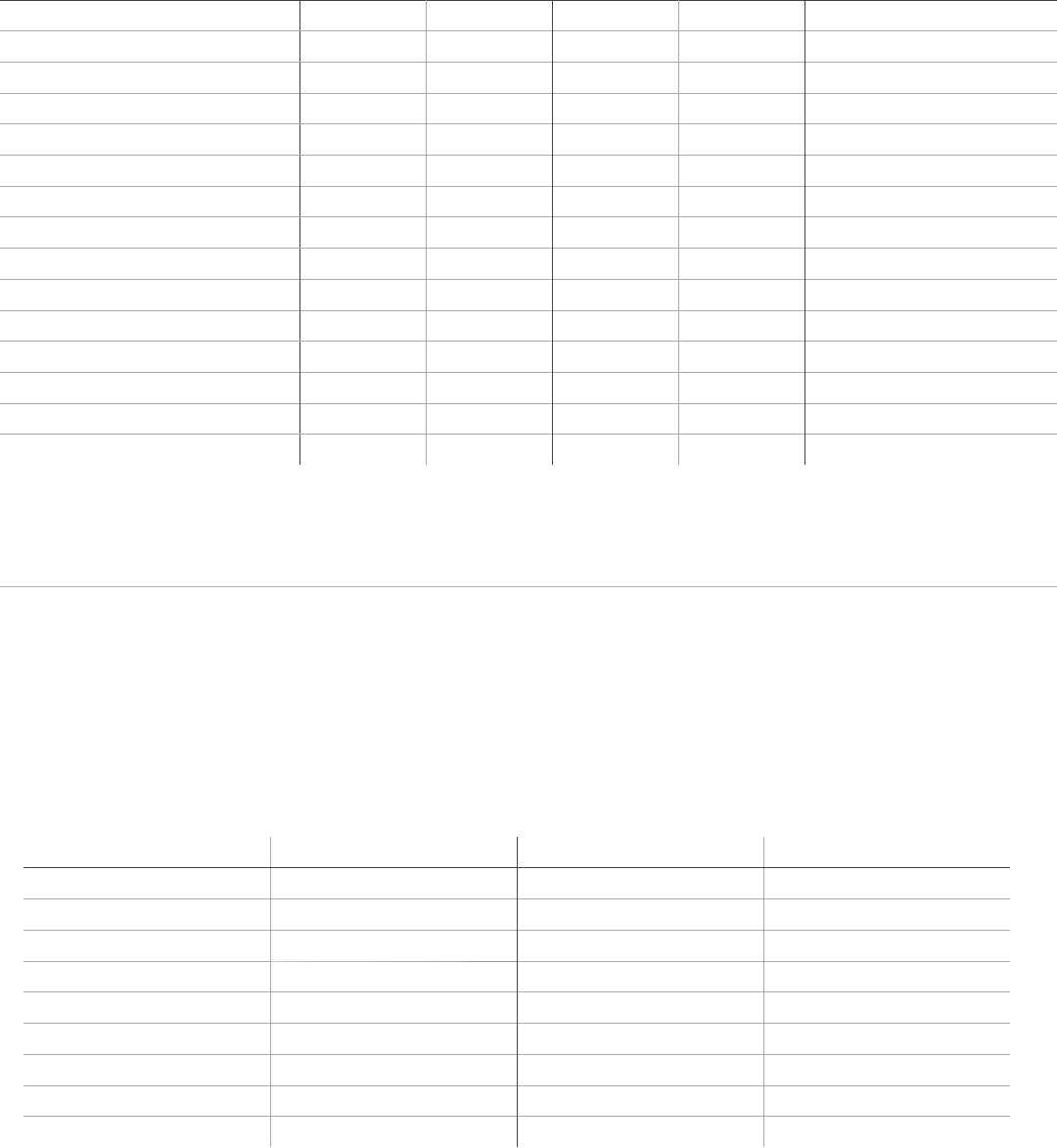
Solvent Compatibility
Percent weight gain over 24 hours for a printed and post-cured 1 x 1 x 1 cm cube immersed
in respective solvent:
Material Properties Data
METRIC
1
IMPERIAL
1
METHOD
Green Post-Cured
3
Green Post-Cured
3
Tensile Properties
Ultimate Tensile Strength 33 MPa 61 MPa 5076 psi 8876 psi ASTM D 638-14
Tensile Modulus 1.4 GPa 2.6 GPa 203 ksi 377 ksi ASTM D 638-14
Elongation 33 % 13 % 33 % 13 % ASTM D 638-14
Flexural Properties
Flexural Stress at 5% Strain 39 MPa 86 MPa 5598 psi 12400 psi ASTM D 790-15
Flexural Modulus 0.9 GPa 2.2 GPa 136 ksi 319 ksi ASTM D 790-15
Impact Properties
Notched IZOD not tested 18.7 J/m not tested 0.351 ft-lbf/in ASTM D256-10
Temperature Properties
Heat Deflection Temp. @ 1.8 MPa not tested 62.4 C not tested 144.3 °F ASTM D 648-16
Heat Deflection Temp. @ 0.45 MPa not tested 77.5 C not tested 171.5 °F ASTM D 648-16
Thermal Expansion (-30 to 30° C) not tested 78.5 um/m/C not tested 43.4 in/in/°F ASTM E 831-13
1
Material properties can vary with part geometry,
print orientation, print settings, and temperature.
2
Data was obtained from green parts, printed
using Form 2, 100 m, Grey Pro settings, washed
and air dried without post cure.
3
Data was obtained from parts printed using
Form 2, 100 m, Grey Pro settings, and post-
cured with a Form Cure for 120 minutes at 80 °C.
Solvent 24 Hour Weight Gain (%) Solvent 24 Hour Weight Gain (%)
Acetic Acid, 5 % <1 Hydrogen Peroxide (3 %) <1
Acetone 10.8 Isooctane <1
Isopropyl Alcohol 1.6 Mineral Oil, light <1
Bleach, ~5 % NaOCl <1 Mineral Oil, heavy <1
Butyl Acetate <1 Salt Water (3.5 % NaCl) <1
Diesel <1 Sodium hydroxide
(0.025 %, pH = 10) <1
Diethyl glycol monomethyl ether 2.4 Water <1
Hydrolic Oil <1 Xylene <1
Skydrol 5 <1 Strong Acid (HCI Conc) 8.2

Rigid
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 01 . 23 . 2018
Rev 01 01 . 23 . 2018
ENGINEERING RESIN
FLRGWH01
Rigid Resin for Stiness and Precision
Rigid Resin is reinforced with glass to oer very high stiness and a polished
finish. This material is highly resistant to deformation over time and is great for
printing thin walls and features.
Turbines and fan blades Jigs, fixtures, and tooling
Manifolds Electrical casings and automotive housings
V1
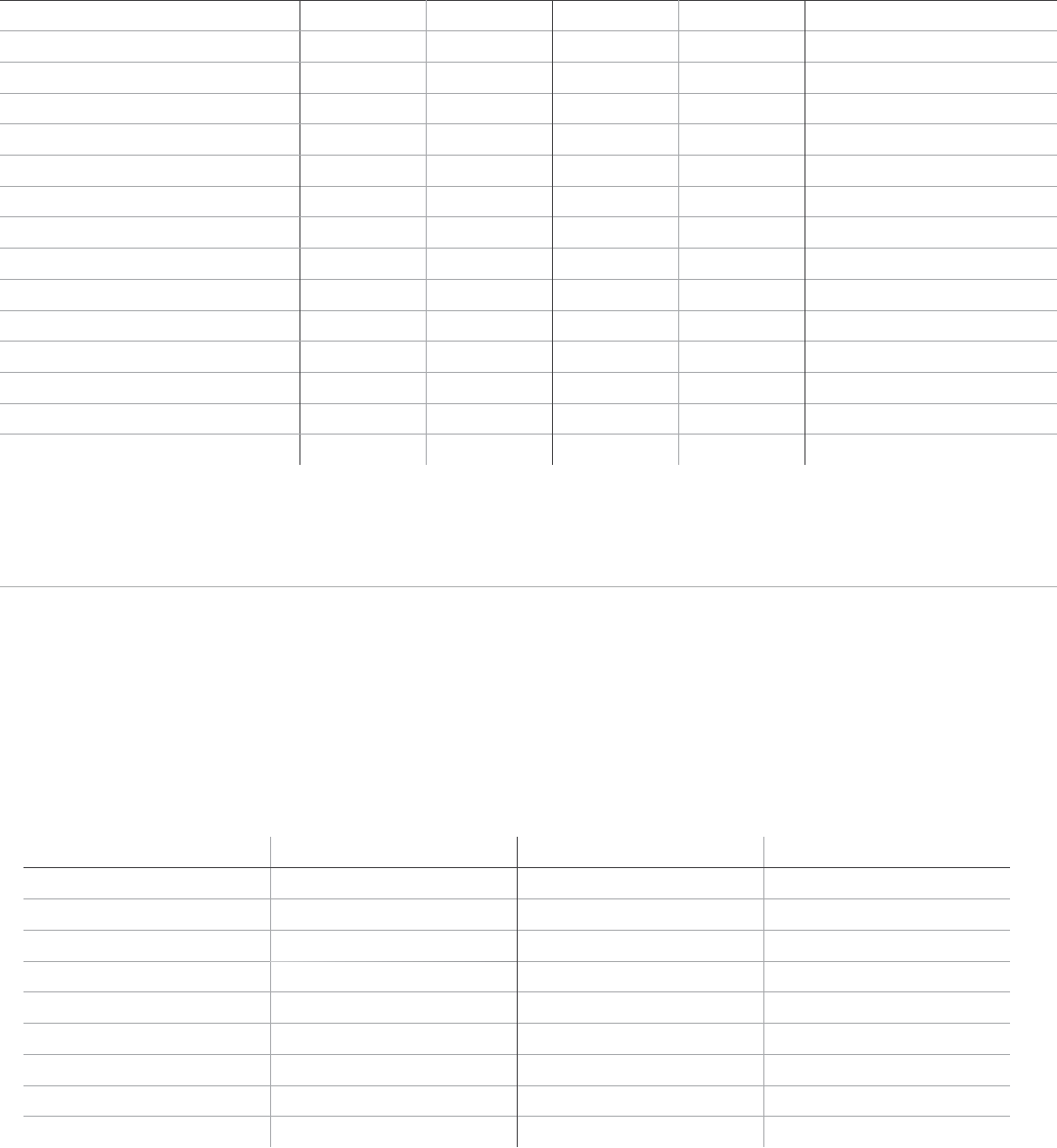
Solvent Compatibility
Percent weight gain over 24 hours for a printed and post-cured 1 x 1 x 1 cm cube immersed
in respective solvent:
Material Properties Data
METRIC
1
IMPERIAL
1
METHOD
Green Post-Cured
3
Green Post-Cured
3
Tensile Properties
Ultimate Tensile Strength 40 MPa 75 MPa 5801 psi 10907 psi ASTM D 638-14
Tensile Modulus 2.2 GPa 4.1 GPa 319 ksi 594 ksi ASTM D 638-14
Elongation 13.3 % 5.6 % 13.3 % 5.6 % ASTM D 638-14
Flexural Properties
Flexural Stress at 5% Strain 49 MPa 121 MPa 7135 psi 17593 psi ASTM D 790-15
Flexural Modulus 1.4 GPa 3.7 GPa 198 ksi 537 ksi ASTM D 790-15
Impact Properties
Notched IZOD not tested 18.8 J/m not tested 0.37 ft-lbf/in ASTM D256-10
Temperature Properties
Heat Deflection Temp. @ 1.8 MPa not tested 74 °C not tested 165.2 °F ASTM D 648-16
Heat Deflection Temp. @ 0.45 MPa not tested 88 °C not tested 190.4 °F ASTM D 648-16
Thermal Expansion (-30 to 30° C) not tested 53 m/m/°C not tested 29.5 in/in/°F ASTM E 831-13
1
Material properties can vary with part geometry,
print orientation, print settings, and temperature.
2
Data was obtained from green parts, printed
using Form 2, 100 m, Rigid settings, washed
and air dried without post cure.
3
Data was obtained from parts printed using
Form 2, 100 m, Rigid settings, and post-cured
with a Form Cure for 120 minutes at 80 °C.
Solvent 24 Hour Weight Gain (%) Solvent 24 Hour Weight Gain (%)
Acetic Acid, 5 % <1 Hydrogen Peroxide (3 %) <1
Acetone 3.3 Isooctane <1
Isopropyl Alcohol <1 Mineral Oil, light <1
Bleach, ~5 % NaOCl <1 Mineral Oil, heavy <1
Butyl Acetate <1 Salt Water (3.5 % NaCl) <1
Diesel <1 Sodium hydroxide
(0.025 %, pH = 10) <1
Diethyl glycol monomethyl ether 1.4 Water <1
Hydrolic Oil <1 Xylene <1
Skydrol 5 1.1 Strong Acid (HCI Conc) 5.3

Tough 2000
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 03 . 02 . 2020
Rev 01 03 . 02 . 2020
Tough 2000 Resin for Rugged Prototyping
Tough 2000 Resin is the strongest and stiest material in our functional family
of Tough and Durable Resins. Choose Tough 2000 Resin for prototyping strong
and sturdy parts that should not bend easily.
Strong and sti prototypes Sturdy jigs and fixtures
ABS-like strength and stiness
FLTO2001
ENGINEERING RESIN
V1
Solvent Compatibility
Percent weight gain over 24 hours for a printed and post-cured 1 x 1 x 1 cm cube immersed
in respective solvent:
Tough 2000 Resin Material Properties Data
METRIC
1
IMPERIAL
1
METHOD
Green Post-Cured
3
Green Post-Cured
3
Mechanical Properties
Ultimate Tensile Strength
29 MPa 46 MPa 4206 psi 6671 psi ASTM D 638-14
Tensile Modulus
1.2 GPa 2.2 GPa 174 ksi 329 ksi ASTM D 638-14
Elongation at Break
74 % 48 % 74 % 48 % ASTM D 638-14
Flexural Properties
Flexural Strength
17 MPa 65 MPa 2465 psi 9427 psi ASTM D 790-15
Flexural Modulus
0.45 GPa 1.9 GPa 65 ksi 275 ksi ASTM D 790-15
Impact Properties
Notched IZOD
79 J/m 40 J/m 1.5 ft-lbf/in 0.75 ft-lbf/in ASTM D256-10
Unnotched IZOD
208 J/m 715 J/m 3.9 ft-lbf/in 13 ft-lbf/in ASTM D256-10
Thermal Properties
Heat Deflection Temp. @ 1.8 MPa
42 °C 53 °C 108 °F 127 °F ASTM D 648-16
Heat Deflection Temp. @ 0.45 MPa
48 °C 63 °C 118 °F 145 °F ASTM D 648-16
Coecient of Thermal Expansion
107 m/m/°C 91 m/m/°C 59 in/in/°F 50 in/in/°F ASTM E 831-13
1
Material properties can vary with part geometry,
print orientation, print settings, and temperature.
2
Data was obtained from green parts, printed
using Form 2, 100 m, Tough settings, washed
and air dried without post cure.
3
Data was obtained from parts printed using
Form 2, 100 m, Tough 2000 settings, and post-
cured with a Form Cure for 120 minutes at 80 °C.
Solvent 24 Hour Weight Gain (%) Solvent 24 Hour Weight Gain (%)
Acetic Acid, 5 % 0.71 Hydrogen Peroxide (3 %) 0.63
Acetone 18.82 Isooctane 0.03
Isopropyl Alcohol 3.7 Mineral Oil, light 0.13
Bleach, ~5 % NaOCl 0.56 Mineral Oil, heavy 0.17
Butyl Acetate 6.19 Salt Water (3.5 % NaCl) 0.56
Diesel 0.06 Sodium hydroxide
(0.025 %, pH = 10) 0.61
Diethyl glycol monomethyl ether 5.32 Water 0.61
Hydrolic Oil 0.08 Xylene 4.1
Skydrol 5 0.87 Strong Acid (HCI Conc) 3.01

Tough 1500
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 01 . 27 . 2020
Rev 01 01 . 27 . 2020
Tough 1500 Resin for Resilient Prototyping
Tough 1500 Resin is the most resilient material in our functional family of Tough
and Durable Resins. It produces sti and pliable parts that bend and spring back
quickly under cyclic loading.
Springy prototypes and assemblies Snap fit and press fit connectors
Polypropylene-like strength and stiness
FLTO1501
ENGINEERING RESIN
V1
Solvent Compatibility
Percent weight gain over 24 hours for a printed and post-cured 1 x 1 x 1 cm cube immersed
in respective solvent:
Tough 1500 Resin Material Properties Data
METRIC
1
IMPERIAL
1
METHOD
Green Post-Cured
3
Green Post-Cured
3
Mechanical Properties
Ultimate Tensile Strength
26 MPa 33 MPa 3771 psi 4786 psi ASTM D 638-14
Tensile Modulus
0.94 GPa 1.5 GPa 136 ksi 218 ksi ASTM D 638-14
Elongation at Break
69 % 51 % 69 % 51 % ASTM D 638-14
Flexural Properties
Flexural Strength
15 MPa 39 MPa 2175 psi 5656 psi ASTM D 790-15
Flexural Modulus
0.44 GPa 1.4 GPa 58 ksi 203 ksi ASTM D 790-15
Impact Properties
Notched IZOD
72 J/m 67 J/m 1.3 ft-lbf/in 1.2 ft-lbf/in ASTM D256-10
Unnotched IZOD
902 J/m 1387 J/m 17 ft-lbf/in 26 ft-lbf/in ASTM D4812-11
Thermal Properties
Heat Deflection Temp. @ 1.8 MPa
34 °C 45 °C 93 °F 113 °F ASTM D 648-16
Heat Deflection Temp. @ 0.45 MPa
42 °C 52 °C 108 °F 126 °F ASTM D 648-16
Thermal Expansion
114 m/m/°C 97 m/m/°C 63 in/in/°F 54 in/in/°F ASTM E 831-13
1
Material properties can vary with part geometry,
print orientation, print settings, and temperature.
2
Data was obtained from green parts,
printed using Form 2, 100 m without
additional treatments.
3
Data was obtained from parts printed
using Form 2, 100 m and post-cured with
a Form Cure for 60 minutes at 70 C.
Solvent 24 Hour Weight Gain (%) Solvent 24 Hour Weight Gain (%)
Acetic Acid, 5 % 0.75 Hydrogen Peroxide (3 %) 0.71
Acetone 19.07 Isooctane 0.02
Isopropyl Alcohol 3.15 Mineral Oil, light 0.05
Bleach, ~5 % NaOCl 0.62 Mineral Oil, heavy 0.09
Butyl Acetate 5.05 Salt Water (3.5 % NaCl) 0.66
Diesel 0.11 Sodium hydroxide
(0.025 %, pH = 10) 0.7
Diethyl glycol monomethyl ether 5.25 Water 0.69
Hydrolic Oil 0.17 Xylene 3.22
Skydrol 5 0.46 Strong Acid (HCI Conc) 4.39

Durable
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 01 . 26 . 2018
Rev 02 01 . 26 . 2018
MATERIAL DATA SHEET
Durable Resin for Pliable Prototyping
Durable Resin is the most pliable, impact resistant, and lubricious material in
our functional family of Tough and Durable Resins. Choose Durable Resin for
squeezable parts and low-friction assemblies.
Squeezable prototypes Low friction and non-degrading surfaces
Impact resistant jigs Polyethylene-like strength and stiness
FLDUCL02
V2
Solvent Compatibility
Percent weight gain over 24 hours for a printed and post-cured 1 x 1 x 1 cm cube immersed
in respective solvent:
Durable Material Properties Data
METRIC
1
IMPERIAL
1
METHOD
Green Post-Cured
3
Green Post-Cured
3
Tensile Properties
Ultimate Tensile Strength 13 MPa 28 MPa 1900 psi 3980 psi ASTM D 638-14
Tensile Modulus 0.24 GPa 1.0 GPa 34 ksi 149 ksi ASTM D 638-14
Elongation at Break 75 % 55 % 75 % 55 % ASTM D 638-14
Flexural Properties
Flexural Stress at 5% Strain 1.0 MPa 24 MPa 149 psi 3420 psi ASTM D 790-17, Procedure A
Flexural Modulus 0.04 GPa 0.66 GPa 5.58 ksi 94.1 ksi ASTM D 790-17, Procedure A
Impact Properties
Notched IZOD 127 J/m 114 J/m 2.37 ft-lbf/in 2.13 ft-lbf/in
ASTM D 256-10 (2018), Test Method A
Unnotched IZOD 972 J/m 710 J/m 18.2 ft-lbf/in 13.3 ft-lbf/in ASTM D4812-11
Temperature Properties
Heat Deflection Temp. @ 0.45 MPa < 30 °C 41 °C < 86 °F 105 °F ASTM D 648-18, Method B
Thermal Expansion 124 m/m/°C 106 m/m/°C 69.1 in/in/°F 59 in/in/°F ASTM E831-14
1
Material properties can vary with part geometry,
print orientation, print settings, and temperature.
2
Data was obtained from green parts, printed
using Form 2, 100 m without additional
treatments.
3
Data was obtained from parts printed using
Form 2, 100 m and post-cured with a Formcure
for 120 minutes at 60°C.
Mechanical Properties 24 Hour Weight Gain (%) Mechanical Properties 24 Hour Weight Gain (%)
Acetic Acid, 5 % 1.3 Hydrogen Peroxide (3 %) 1
Acetone sample cracked Isooctane < 1
Isopropyl Alcohol 5.1 Mineral Oil, light < 1
Bleach, ~5 % NaOCl < 1 Mineral Oil, heavy < 1
Butyl Acetate 7.9 Salt Water (3.5 % NaCl) < 1
Diesel < 1 Sodium hydroxide
(0.025 %, pH = 10) < 1
Diethyl glycol monomethyl ether 7.8 Water < 1
Hydrolic Oil < 1 Xylene 6.5
Skydrol 5 1.3 Strong Acid (HCI Conc) distorted

Flexible
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 04 . 19 . 2016
Rev 01 04 . 18 . 2017
MATERIAL DATA SHEET
Flexible Resin for Ergonomic Features
Use Flexible Resin to produce parts that bend and compress. Flexible is excellent for
simulating soft-touch materials and adding ergonomic features to multi-material assemblies.
Handles, grips, and overmolds Cushioning and damping
Wearables prototyping Packaging
Stamps
FLFLGR02
V2

Solvent Compatibility
Percent weight gain over 24 hours for a printed and post-cured 1 x 1 x 1 cm cube immersed
in respective solvent:
Flexible Material Properties Data
METRIC
1
IMPERIAL
1
METHOD
Green Post-Cured
2
Green Post-Cured
2
Mechanical Properties
Ultimate Tensile Strength
3.3 - 3.4 MPa 7.7 - 8.5 MPa 483 - 494 psi 1100 - 1230 psi ASTM D 412-06 (A)
Elongation at Failure
60 % 75 - 85 % 60 % 75 - 85 % ASTM D 412-06 (A)
Compression Set
4
0.40 % 0.40 % 0.40 % 0.40 % ASTM D 395-03 (B)
Tear Strength
5
9.5 - 9.6 kN/m 13.3 - 14.1 kN/m 54 - 55 lbf/in 76 - 80 lbf/in ASTM D 624-00
Shore Hardness
70 - 75 A 80 - 85 A 70 - 75 A 80 - 85 A ASTM 2240
Thermal Properties
Vicat Softening Point
231 °C 230 °C 448 °F 446 °F ASTM D 1525-09
Material properties can vary with part geometry,
print orientation, print settings and temperature.
Data was obtained from parts printed using
Form 2, 100 m, Flexible settings, and post-
cured with 80.5 mW/cm2 of 365 nm fluorescent
light for 60 minutes.
Tensile testing was performed after 3+ hours
at 23 °C, using a Die C dumbbell and 20 in/min
cross head speed.
4
Compression testing was performed at 23 °C
after aging at 23 °C for 22 hours.
Tear testing was performed after 3+ hours
at 23 °C, using a Die C tear specimen and a
20 in/min cross head speed.
Thermal testing was performed after 40+
hours with a 10 N loading at 50 °C/hour.
Cracks formed in samples during testing.
Solvent 24 Hour Weight Gain (%) Solvent 24 Hour Weight Gain (%)
Acetic Acid, 5 % 1.3 Hydrogen Peroxide (3 %) 1.3
Acetone 33 Isooctane < 1
Isopropyl Alcohol 9.8 Salt Water (3.5 % NaCl) < 1
Bleach, ~5 % NaOCl 1.1 Sodium hydroxide (0.025 %, pH = 10) 1
Butyl Acetate 16 Xylene 29
Diethyl glycol monomethyl ether 30

High Temp
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 04 . 19 . 2016
Rev 01 04 . 18 . 2017
MATERIAL DATA SHEET
High Temp for Heat Resistance
High Temp Resin oers a heat deflection temperature (HDT) of 238 °C @ 0.45
MPa, the highest among Formlabs resins. Use it to print detailed, precise
prototypes with high temperature resistance.
Hot air, gas, and fluid flow Molds and insterts
Heat resistant mounts, housings, and fixtures
FLFLGR02
V2

Material Properties Data Metric
METRIC
1
IMPERIAL
1
METHOD
Green Post-Cured
2
Post-Cured Green Post-Cured
3
Post-Cured
+ additional
thermal cure
4
+ additional
thermal cure
4
Tensile Properties
Ultimate Tensile Strength 20.9 MPa 58.3 MPa 48.7 MPa 3031 psi 8456 psi 7063 psi ASTM D 638-14
Elongation at Break 14 % 3.3 % 2.3 % 14 % 3.3 % 2.3 % ASTM D 638-14
Tensile Modulus 0.75 GPa 2.8 GPa 2.8 GPa 109 ksi 399 ksi 406 ksi ASTM D 638-14
Flexural Properties
Flexural Strength at Break 24.1 MPa 94.5 MPa 2.8 MPa 3495 psi 13706 psi 14097 ksi ASTM D 790-15
Flexural Modulus 0.7 GPa 2.6 GPa 2.8 GPa 100 ksi 400 ksi 406 ksi ASTM D 790-15
Impact Properties
Notched IZOD 32.8 J/m 18.2 J/m 16.9 J/m
0.61
ft-lbf/in
0.34 ft-lbf/in 0.32 ft-lbf/in ASTM D256-10
Temperature Properties
Coecient of Thermal
Expansion (0-150 °C)
118.1
m/m/°C
79.6
m/m/°C
74.5
m/m/°C
41.4 in/
in/°F
44.2 in/
in/°F
41.4 in/in/°F ASTM E 831-13
Heat Deflection Temp. @ 0.45 MPa 49 °C 120 °C 238 °C 120 °F 248 °F 460 °F ASTM D 648-16
Heat Deflection Temp. @ 1.8 MPa 44 °C 78 °C 101 °C 111 °F 172 °F 214 °F ASTM D 648-16
1
Material properties can vary with
part geometry, print orientation,
print settings, and temperature.
2
Data was obtained from green
parts, printed using Form 2, 100
m, High Temp settings, washed
and air dried without post cure.
3
Data was obtained from parts
printed using a Form 2, 100 m,
High Temp settings, and post-cured
with Form Cure at 60 °C for 60
minutes.
4
Data was obtained from parts
printed using a Form 2, 100 micron,
High Temp settings, and post-cured
with Form Cure at 80 °C for 120
minutes plus an additional thermal
cure in a lab oven at 160°C for 180
minutes
Solvent Compatibility
Percent weight gain over 24 hours for a printed and post-cured 1 x 1 x 1 cm cube immersed
in respective solvent:
Solvent
24 hr weight
gain (%)
24 hr size
gain (%)
Solvent
24 hr weight
gain (%)
24 hr size
gain (%)
Acetic Acid, 5 % < 1 < 1 Hydrogen peroxide (3%) < 1 < 1
Acetone < 1 < 1 Isooctane (aka gasoline) < 1 < 1
Isopropyl Alcohol < 1 < 1 Mineral oil (light) < 1 < 1
Bleach ~5% NaOCl < 1 < 1 Mineral oil (Heavy) < 1 < 1
Butyl Acetate < 1 < 1 Salt Water (3.5% NaCl) < 1 < 1
Diesel Fuel < 1 < 1 Sodium Hydroxide solution (0.025% PH 10) < 1 < 1
Diethyl glycol Monomethyl Ether < 1 < 1 Water < 1 < 1
Hydraulic Oil < 1 < 1 Xylene < 1 < 1
Skydrol 5 < 1 < 1 Strong Acid (HCl conc) 1.2 < 1

Elastic
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 01 . 07 . 2019
Rev 01 01 . 07 . 2019
MATERIAL DATA SHEET
FLELCL01
Elastic Resin for Soft Flexible Parts
Our softest Engineering Resin, this 50A Shore durometer material is suitable for
prototyping parts normally produced with silicone. Choose Elastic Resin for parts
that will bend, stretch, compress, and hold up to repeated cycles without tearing.
Wearables and consumer goods prototyping Medical models and devices
Compliant features for robotics Special eects props and models
V1

Solvent Compatibility
Percent weight gain over 24 hours for a printed and post-cured 1 x 1 x 1 cm cube immersed
in respective solvent:
Material Properties Data
METRIC
1
IMPERIAL
1
METHOD
Green Post-Cured
2
Green Post-Cured
2
Ultimate tensile strength 1.61 MPa 3.23 MPa 234 psi 468 psi ASTM D 412-06 (A)
Stress at 50% elongation .92 MPa .94 MPa 133 psi 136 psi ASTM D 412-06 (A)
Stress at 100% elongation 1.54 MPa 1.59 MPa 223 psi 231 psi ASTM D 412-06 (A)
Elongation at Failure 100% 160% 100% 160% ASTM D 412-06 (A)
Compression set at 23C for 22 hrs 2% 2% 2% 2% ASTM D 395-03 (B)
Compression set at 70C for 22 hrs 3% 9% 3% 9% ASTM D 395-03 (B)
Tear strength 8.9 kN/m 19.1 kN/m 51 lbf/in 109 lbf/in ASTM D 624-00
Shore hardness 40A 50A 40A 50A ASTM 2240
1
Material properties can vary with
part geometry, print orientation,
print settings and temperature.
2
Data was obtained from parts
printed using Form 2, 100 m,
Elastic settings, washed in
Form Wash for 20 minutes and
postcured with Form Cure at 60C
for 20 minutes.
3
Tensile testing was performed
after 3+ hours at 23 °C, using a
Die C dumbbell and 20 in/min
cross head speed.
4
Tear testing was performed after
3+ hours at 23 °C, using a Die C
tear specimen and a 20 in/min
cross head speed
Mechanical Properties
24 hr
size gain (%)
24 hr
weight gain (%)
Mechanical Properties
24 hr
size gain (%)
24 hr
weight gain (%)
Acetic Acid, 5 % <1 2.8 Hydrogen Peroxide (3 %) <1 2.2
Acetone 19.3 37.3 Isooctane <1 3.5
Isopropyl Alcohol 13.3 25.6 Mineral Oil, light <1 <1
Bleach, ~5 % NaOCl <1 2 Mineral Oil, heavy <1 <1
Butyl Acetate 18.2 39.6 Salt Water (3.5 % NaCl) <1 1.7
Diesel 1.2 4.2 Sodium hydroxide
(0.025 %, pH = 10) <1 2
Diethyl glycol monomethyl ether 12 28.6 Water <1 2.3
Hydrolic Oil <1 2.1 Xylene 20.4 46.6
Skydrol 5 9.9 21.7 Strong Acid (HCI Conc) 14.2 39.4

Dental
MATERIALS LIBRARY
High-Accuracy Materials for Dental Labs and Practices
Formlabs Dental Resins empower dental labs and practices to rapidly
manufacture biocompatible surgical guides, splints, fixed patterns and models,
clear aligner models, and full dentures.

Model Resin
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 02 . 10 . 2017
Rev 01 02 . 10 . 2017
MATERIAL DATA SHEET
Model Resin for High-Precision, High-Accuracy
Designed for crown and bridge models with removable dies, Model Resin is a
high-precision, high-accuracy resin. Print crisp margins and contacts within
± 35 microns, and removable dies with consistently tight fit. A smooth, matte
surface finish and color similar to gypsum make it easy to switch from analog to
digital model production.
FLDMBE02
V2

Solvent Compatibility
G = Good resistance.
Parts exposed to this solvent should not experience a decrease in
mechanical properties. (≤ 1% weight gain, ≤ 1% width increase over
24 hours for a 1 x 1 x 1 cm cube)
X = Unacceptable resistance.
Parts exposed to this solvent will experience a significant decrease in
mechanical properties as well as visible degradation. (> 2% weight gain,
> 2% width increase over 24 hours for a 1 x 1 x 1 cm cube)
Material Properties Data
METRIC
1
IMPERIAL
1
METHOD
Green Post-Cured
3
Green Post-Cured
3
Mechanical Properties
Tensile Strength at Yield
33 MPa 61 MPa 4800 psi 8820 psi ASTM D 638-14
Tensile Modulus
1.0 GPa 2.7 GPa 230 ksi 397 ksi ASTM D 638-14
Elongation at Failure
25 % 5 % 25 % 5 % ASTM D 638-14
Flexural Properties
Flexural Modulus
0.95 GPa 2.5 GPa 138 ksi 365 ksi ASTM D 790-15
Flexural Strength at 5% Strain
33.9 MPa 95.8 MPa 4910 psi 13900 psi ASTM D 790-15
Impact Properties
Notched IZOD
27 J/m 33 J/m 0.5 ft-lbf/in 0.6 ft-lbf/in ASTM D256-10
Thermal Properties
Heat Deflection Temp. @ 264 psi
32.8 °C 45.9 °C 91.1 °F 114.6 °F ASTM D 648-16
Heat Deflection Temp. @ 66 psi
40.4 °C 48.5 °C 104.7 °F 119.3 °F ASTM D 648-16
1
Material properties can vary with part geometry,
print orientation, print settings, and temperature.
2
Data was obtained from green parts, printed
using Form 2, 100 m, Model settings, washed
and air dried without post cure.
3
Data was obtained from parts printed using
Form 2, 100 m, Model settings, and post-cured
with 1.25 mW/cm of 405 nm LED light for 60
minutes.
Solvent Green Post-Cured Solvent Green Post-Cured
Acetic Acid, 5 % G G Isooctane G G
Acetone X X Isopropyl Alcohol X G
Bleach, ~5 % NaOCl G G Sodium hydroxide
(0.025 %, pH = 10) G G
Butyl Acetate X G Salt Water (3.5 % NaCl) G G
Diethyl glycol monomethyl ether X G Water G G
Hydrogen Peroxide (3 %) G G Xylene X G
Surgical Guide
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 11 . 04 . 2019
Rev 01 11 . 04 . 2019
MATERIAL DATA SHEET
Next Generation Material for 3D Printed Surgical Guides
Surgical Guide Resin is an autoclavable, biocompatible resin for applications
including 3D printing dental surgical guides for implant placement. Developed
specifically for Formlabs printers and rigorously tested with autoclaves, solvents,
and implant systems, this material was designed from the ground up to exceed
dental demands in part quality, accuracy, and performance.
Surgical guides Drilling templates
Pilot drill guides Device sizing templates
FLSGAM01
V1

Material Properties Data
METRIC IMPERIAL METHOD
Post-Cured
1,2
Post-Cured
1,2
Tensile Properties
Ultimate Tensile Strength
73 MPa 11 ksi ASTM D638-10 (Type IV)
Young’s Modulus
2.9 GPa 420 ksi ASTM D638-10 (Type IV)
Elongation
12.3% 12.3% ASTM D638-10 (Type IV)
Flexural Properties
Flexural Strength
103 MPa 15 ksi ASTM D790-15 (Method B)
Flexural Modulus
2.5 GPa 363 ksi ASTM D790-15 (Method B
Hardness Properties
Hardness Shore D
67 D 67 D ASTM D2240-15 (Type D)
Disinfection Compatibility
Chemical Disinfection
70% Isopropyl Alcohol for 5 minutes
Steam Sterilization
Autoclave at 134 °C for 20 minutes
Autoclave at 121 °C for 30 minutes
Surgical Guide Resin is a Class I Medical Device as defined in Article I of the Medical Device Directive (93/42/EEC) in the
EU and in Section 201(h) of the Federal Food Drug & Cosmetic (FD&C) Act.
Surgical Guide Resin has been evaluated in accordance with ISO 10993-1:2018, Biological evaluation of medical devices -
Part 1: Evaluation and testing within a risk management process, and ISO 7405:2009/(R)2015, Dentistry - Evaluation of
biocompatibility of medical devices used in dentistry, and passed the requirements for the following biocompatibility risks:
ISO Standard
Description
3
EN ISO 10993-5:2009
Not Cytotoxic
ISO 10993-10:2010/(R)2014
Non Irritation
ISO 10993-10:2010/(R)2014
Not a sensitizer
The product was developed and is in compliance with the following ISO Standards:
ISO Standard
Description
EN ISO 13485:2016
Medical Devices – Quality Management Systems – Requirements for Regulatory Purposes
EN ISO 14971:2012
Medical Devices – Application of Risk Management to Medical Devices
NOTES:
1
Material properties may vary based on
part geometry, print orientation, print settings,
temperature, and disinfection
or sterilization methods used.
2
Data for post-cured samples were measured
on Type IV tensile bars printed on a Form
2 printer with 100 m Surgical Guide Resin
settings, washed in a Form Wash for 20 minutes
in 99 % Isopropyl Alcohol, and post-cured
at 60 °C for 30 minutes in a Form Cure.
3
Surgical Guide Resin was tested at
NAMSA World Headquarters, OH, USA.

Dental LT Clear
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 10 . 04 . 2017
Rev 01 10 . 04 . 2017
MATERIAL DATA SHEET
Biocompatible Material for Splints and Occlusal Guards
Manufacture aordable, high-quality occlusal splints in-house with Dental LT Clear
Resin. A Class IIa long-term biocompatible resin with high resistance to fracture,
this clear material polishes to high optical transparency for a finished appliance
you’ll be proud to deliver.
FLDLCL01
V1

Material Properties Data
METRIC METHOD
Post-cured
Flexural Properties
Ultimate Flexural Strength
≥ 50 MPa (no break)
ISO 20795-2:2013
Flexural Modulus
≥ 1300 Mpa ISO 20795-2:2013
Hardness Properties
Hardness Shore D
80 - 90D ISO 868:2003
Impact Properties
Maximum stress intensity factor
≥ 1.1 MPa•m
⁄
ISO 179:2010
Total fracture work
≥ 250 J/m ISO 20795-2:2013
Dental LT Clear is tested at NAMSA, Chasse sur Rhône in France, and is certified biocompatible per
EN-ISO 10993-1:2009/AC:2010. Further details are available upon request.
The product is in compliance with ISO Standards:
• EN-ISO 1641:2009
• EN-ISO 10993-1:2009/AC:2010
• EN-ISO 10993-3:2009
• EN-ISO 10993-5:2009
• EN 908:2008
NOTES:
1
Material properties can vary with part geometry, print orientation, print settings, and temperature.
2
Data refers to post-cured properties obtained after exposing green parts to 108 watts each of Blue UV-A (315 – 400 nm) and
UV-Blue (400 – 550 nm) light, in a heated environment at 80 °C (176 °F), with six (6) 18W/71 lamps (Dulux L Blue) and six (6)
18W/78 lamps (Dulux blue UV-A) for 20 minutes.

Denture
Base and Teeth
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 01 . 08 . 2019
Rev 01 01 . 08 . 2019
MATERIAL DATA SHEET
FLDTA201 FLDBLP01
Truly Accessible Direct Printed Dental Prosthetics
Formlabs is expanding access to digital dentures with an ecient, cost-eective
manufacturing solution. Class II long-term biocompatible Digital Denture Resins enable
dental professionals to produce 3D printed full dentures accurately and reliably.
Use Denture Base Resin for denture bases and try-ins.
Use Denture Teeth Resin for denture teeth.
V1 V1
Denture Material Properties Data
Denture Teeth (FLDTA201) METRIC METHOD
Postcured
Flexural Strength
> 50 MPa
ISO 10477
Density
1.15 g/cm3 < X <1.25 g/cm3
ASTM D792-00
Denture Base (FLDBLP01)
METRIC METHOD
Postcured
Flexural Strength
> 65 MPa
ISO 20795-1
Density
1.15 g/cm3 < X <1.25 g/cm3
ASTM D792-00
Denture Base and Teeth Resins were tested for biological evaluation of medical devices at WuXi Apptec,
2540 Executive Drive, St. Paul, MN, and is certified biocompatible per EN-ISO 10993-1:2009/ AC:2010:
• Non-mutagenic.
• Non-cytotoxic.
• Not induce erythema or edema reactions.
• Not a sensitizer.
• Not cause systemic toxicity.
Denture Teeth ISO Standard:
• EN-ISO 22112: 2017 (Dentistry – Artificial teeth for dental prostheses)
• Flexural Strength, Water sorption and Water solubility under EN-ISO 10477
(Dentistry – Polymer-based crown and veneering materials) Type 2 and Class 2
Denture Base ISO Standard
• EN-ISO 20795-1:2013 (Dentistry – Base Polymers – Part 1: Denture Base Polymers)
NOTES:
1
Material properties can vary with part geometry, print orientation, print settings, and temperature.
2
Data refers to post-cured properties obtained after exposing green parts to 108 watts each of
Blue UV-A (315 – 400 nm), in a heated environment at 80 °C (140 °F) and 1hr, with six (6) 18W/78 lamps
(Dulux blue UV-A).

MATERIALS LIBRARY
High-Detail Materials for Jewelry Design and Manufacturing
Reliably reproduce crisp settings, sharp prongs, smooth shanks, and fine
surface detail with Formlabs Jewelry Resins and the world’s best-selling desktop
stereolithography 3D printers. The Formlabs workflow supports jewelers from
design to client try-on to casting, ideal for rapidly expanding custom services and
production as your business grows.
Jewelry

MATERIALS LIBRARY
Sharp Detail and Clean Casting Every Time
A 20% wax-filled photopolymer for reliable casting with zero ash content and clean
burnout, Castable Wax Resin accurately captures intricate features and oers the
smooth surfaces stereolithography 3D printing is known for.
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
FLCWPU01
Castable Wax
Prepared 07 . 05 . 2018
Rev 01 07 . 05 . 2018
V1

Standard Burnout Schedule
Material Properties Data for Castable Wax FLCWPU - Green
METRIC IMPERIAL METHOD
Tensile Properties
Ultimate Tensile Strength
11.6 MPa 1680 psi ASTM D 638-10
Tensile Modulus
220 MPa 32 ksi ASTM D 638-10
Elongation at Break
13 % 13 % ASTM D 638-10
Burnout Properties
Temp @ 5% Mass Loss
249 °C 480 °F ASTM E 1131
Ash content (TGA)
0.0-0.1% 0.0 -0.1% ASTM E 1131
Material properties can vary with part geometry, print orientation,
print settings, and temperature.
2
Data was obtained from parts printed using Form 2, Castable
50 m Fine Detail settings and washed without post-cure.
The Standard Burnout Schedule is designed to provide the maximum possible investment
strength and complete burnout of the finest details using R&R Plasticast or similar investment
materials. Use this schedule as a starting point and make adjustments as needed.
PHASE TIME SCHEDULE °C SCHEDULE °F
A
Insert Flasks 0 min 150 °C 302 °F
Hold 60 min 150 °C 302 °F
B
Ramp 100 min 2.2 °C / min 4 °F / min
Hold 120 min 371 °C 700 °F
C
Ramp 180 min 2.0 °C / min 3.6 °F / min
Hold 280 min 732 °C 1350 °F
D
Ramp 100 min - 2.2 °C / min - 4 °F / min
Hold
(casting window)
Up to 2
hours
512 °C
or casting temp
954 °F
or casting temp
Post-Curing Info:
No post-cure required.

Castable
MATERIALS LIBRARY
Original Formulation for Direct Investment Casting
This pure polymer requires an alternate burnout to a typical wax schedule.
Post-curing recommended.
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
FLCABL02
Prepared 06 . 01 . 2016
Rev 01 03 . 02 . 2018
V2

Recommended Burnout Curve
Castable Material Properties Data
METRIC IMPERIAL METHOD
Mechanical Properties
2
Tensile Strength at Break
11.6 MPa 1680 psi ASTM D 638-10
Tensile Modulus
220 MPa 32 ksi ASTM D 638-10
Elongation at Failure
13 % 13 % ASTM D 638-10
Material properties can vary with part geometry, print orientation, print settings,
and temperature.
2
Data was obtained from parts printed using Form 2, Castable 50 m Fine Detail settings,
and post-cured with 2.5 mW/cm
2
of fluorescent bulb UV light, centered at 405 mm.
Post-Curing Info:
Formlabs recommends post-curing Castable Resin parts for
280 minutes at 45 °C.
We specifically recommend Plasticast with BANDUST. If seeking alternatives, look for
investments advertised to work with photopolymers. Customers have reported success
with Kerr SatinCast and Omega+ by Goldstar Powders. You can also experiment with
bonded investments, like those typically used for dental applications. Some casting
houses have also developed proprietary investments.
PHASE TIME SCHEDULE °C SCHEDULE °F
A
Insert Flasks 0 min Room temp Room temp
Ramp 150 min 1.0 °C / min 1.9 °F / min
Hold 30 min 177 °C 350 °F
B
Ramp 270 min 2.1 °C / min 3.7 °F / min
C Hold 180 min 732 °C 1350 °F
D
Ramp 150 min - 1.7 °C / min - 3.0 °F / min
Hold
(casting window)
Up to 2
hours
482 °C
or desired
casting temp
900 °F
or desired
casting temp
800
700
600
500
400
300
200
100
0
800
700
600
500
400
300
200
100
0
0 2 31 4 5 6 7 8 9 1110 12 13 14
0 2 31 4 5 6 7 8 9 1110 12 13 14
TIME (hours)
TEMPERATURE (C)
A B C D
TIME (hours)
TEMPERATURE (C)
A B C D
Ceramic
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 05 . 03 . 2018
Rev 01 05 . 03 . 2018
MATERIAL DATA SHEET
FLCEWH01
An Experimental Material for Engineering, Art, and Design
Parts 3D printed in silica-filled Ceramic Resin can be fired to create a fully
ceramic piece. This experimental Form X material requires more trial and error
than other Formlabs products. Please read the usage guide prior to printing.
Technical experimentation Fine art and sculpture
Research and development Jewelry
V1

Material Properties Data
GREEN METRIC
2
IMPERIAL
2
METHOD
Tensile Properties
Ultimate Tensile Strength 5.1 MPa 740 psi ASTM D638-14
Tensile Modulus 1 GPa 149 ksi ASTM D638-14
Elongation 1.4 % 1.4 % ASTM D638-14
Flexural Properties
Flexural Stress at Break 10.3 MPa 1489 psi ASTM D790-15e2
Flexural Modulus 995 MPa 144 ksi ASTM D790-15e2
Impact Properties
Notched IZOD 18.4 J/m 0.35 ft-lb/in ASTM D256-10e1
Thermal Properties
Heat Deflection Temp. @ 1.8 MPa 75 °C 155 °F ASTM D648-16, Method B
Heat Deflection Temp. @ 0.45 MPa > 290 °C > 554 °F ASTM D648-16, Method B
FIRED METRIC
2
IMPERIAL
2
METHOD
Tensile Properties
Tensile Modulus 5.1 GPa 740 ksi ASTM D638-14
Flexural Properties
Flexural Stress at Break 10.3 MPa 1489 psi ASTM D790-15e2
Thermal Properties
Heat Deflection Temp. @ 1.8 MPa 75 °C 155 °F ASTM D648-16, Method B
Heat Deflection Temp. @ 0.45 MPa > 290 °C > 554 °F ASTM D648-16, Method B
1
Data was obtained from green parts, printed
using Form 2, 100 m, Ceramic settings, washed,
air dried, and post-cured in Form Cure at 60 °C
for 60 minutes.
2
Material properties can vary with part geometry,
print orientation, print settings and temperature.
Data was obtained from fired parts, printed
using Form 2, 100 m, Ceramic settings, which
were washed, dried and post-cured in Form
Cure at 60 °C for 60 minutes. Parts had been
printed with a pre-applied scale factor and
fired using an 30 hr schedule to a maximum
firing temperature of 1275 °C as laid out in the
Formlabs usage guide.

Rebound
To the best of our knowledge the information contained herein is accurate. However, Formlabs, Inc. makes no warranty,
expressed or implied, regarding the accuracy of these results to be obtained from the use thereof.
Prepared 03 . 18 . 2020
Rev 01 03 . 18 . 2020
MATERIAL DATA SHEET
Rebound Resin: Production-Ready Elastic 3D Printing Material
With five times the tear strength, three times the tensile strength, and two times
the elongation of other production-grade elastomeric materials on the market,
Rebound Resin is perfect for 3D printing springy, resilient parts.
End-use production Gaskets, seals, and grommets
Compliant robotics Custom cases
Handles, grips, and overmolds Complex geometries
This material is available exclusively through partnership with Formlabs and requires a minimum quantity
commitment to get started. After you contact us, you’ll have the opportunity to request a standard sample,
purchase a run of custom samples to evaluate, and finally, buy a turnkey package of the equipment needed
to print in Rebound Resin at your facility. [email protected]
FLRBBL01
V1

Material Properties Data Metric
METRIC
1
IMPERIAL
1
METHOD
Post-Cured Post-Cured
Mechanical Properties
Ultimate Tensile Strength 22 MPa 3,391 psi ASTM D 412-06 (A)
Modulus at 50% Elongation 3.46 MPa 501.83 psi ASTM D 412-06 (A)
Elongation at Break 300 % ASTM D 412-06 (A)
Compression set at 25 °C for 22 hrs 16 % ASTM D 395-03 (B)
Compression set at 70 °C for 22 hrs 40 % ASTM D 395-03 (B)
Tear Strength 110 kN/m 0.628 lbf/in ASTM D 624-00
Hardness, Shore A 86 A ASTM D 2633
Bayshore Rebound Resilience 57 % ASTM D 2633
Abrasion 101 mm
3
ISO 4649, 40 rpm, 10 N load
Ross Flexing Fatigue > 50,000 cycles (no crack propagation)
ASTM D1052, (notched), 23 °C,
60 degree bending, 100 cycles/minute
Ross Flexing Fatigue > 50,000 cycles (no crack propagation)
ASTM D1052, (notched) -10 °C,
60 degree bending, 100 cycles/minute
Dielectric Properties
Dielectric Constant 7.7 ASTM D150, 1MHz
Dissipation Factor 0.069 ASTM D150, 1MHz
Temperature Properties
Glass Transition Temperate -50 °C -58 °F DSC
1
Material properties can vary with part geometry, print orientation, print settings, and temperature.
Solvent Compatibility
Percent weight gain over 24 hours for a printed and post-cured 1 x 1 x 1 cm cube immersed
in respective solvent:
Solvent 24 hr weight gain (%) Solvent 24 hr weight gain (%)
Water 9 Dichloromethane 367
Salt Water 7 Propylene Glycol Diacetate 9
Isopropyl Alcohol 8 Diethylene Glycol Monomethyl Ether 16
Acetone 37 Mineral Oil (Light) < 1
Hexane 1 Castor Oil < 1
Butyl Acetate 26 Hydraulic Oil < 1

Form Wash + Form Cure
Stronger Parts, Less Eort
Sales Inquiries
617-702-8476
formlabs.com
EU Sales Inquiries
+44 330 027 0040
Contact sales to configure your perfect 3D printing ecosystem.
AUTOMATE CLEANING WITH FORM WASH
Form Wash automatically cleans uncured liquid
resin from 3D printed parts’ surfaces, getting every
nook and cranny perfectly clean.
POSTCURING SIMPLIFIED WITH FORM CURE
Form Cure precisely controls temperature
and light to bring parts to their maximum
mechanical properties.
